 扫一扫,手机浏览
扫一扫,手机浏览
- 技术文章
电饭煲内胆全自动喷砂设备
2010-12-08 13:02:32 来源:周泽明
一 工件描述
工件型号:电饭煲内胆
喷砂区域:电饭煲内胆内圈
工件尺寸: 直径180mm—360mm,高度320mm之内
产品材质:铝
工件重量: <5Kg
工件喷砂前状态: 干燥,无油,无脂
清理方法: 喷砂
清理目的:增加内胆与涂层之间附着力,清理内胆外表面杂质。
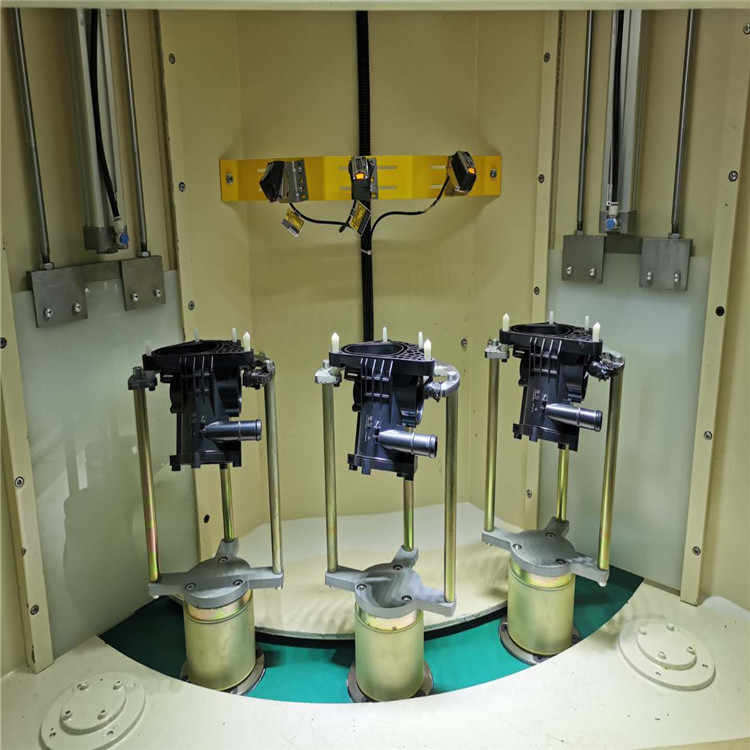
二工作方式及工作流程
该机工作方式:人工将工件装夹在小转盘治具上,由大转盘转动带动小转盘移动至喷砂加工位点,转盘被止动装置止动而停止转动,工件由小转盘带动旋转,喷枪分两组上下往复摆动对工件的表面进行喷砂加工,保证了工件喷砂均匀。加工完毕,止动气缸回缩,大转盘转动,工件由取放区拿出,同时下一加工程序循环而至,以形成连续工作状态。本机配置的抽风系统,可实现砂料与粉尘的有效分离,保证产品加工的高质高效,同时降低砂料的消耗;除尘箱能有效地清理室体散步的粉尘,防止外泄,使操作者能有一个良好的工作环境。
工件喷砂加工流程
上件 进入加工位 喷砂 吹砂 下件
1接通电源,接通压缩空气源;
2主机照明灯亮,根据需加工工件的大小,调好喷枪的高度和角度并紧固,
3向加砂斗中加入适量砂料,关闭好各个设备门;
4启动抽风除尘电机;
5开启转盘旋转电机和工件旋转电机,将工装连同工件一同套装在小转盘工件由大转盘带至喷砂加工位,喷枪自动开始工作,往复摆动对工件做喷砂处理,工件同时自转,保证了喷砂的均匀性。加工完毕后,转盘移动,喷枪自动关闭,待下一工件移至加工位,第二个工作循环开始,同时喷砂室内吹砂枪将加工后的工件表面的滞砂吹净;
6加工循环进行,工件自转为60转/分钟(速度可根据实际情况进行调节),大转盘间斜转速为3.6转/分钟。;
7 工件安放工位为12个,可一次喷砂加工区域2个工件,实际效率根据工件的工艺要求及实际情况定;
8 循环操作。
三 设备描述
1喷砂室体
2砂料的回收
3 砂料的分选
4喷咀装置
5刹车机构
6除尘器
7控制系统
8安全装置
四 喷砂室
喷砂室体能有效防止砂料及粉尘外泄,喷砂室体由冷轧钢板焊接而成,外表面喷塑,内表面贴耐磨胶皮防护,可以有效的保护室内的使用寿命,喷砂室分为四个部位,上工件位、等待加工位、喷砂加工位、吹净室位。
五 砂料的回收
喷砂后的砂料及粉尘通过风力循环送至储砂斗。主回砂管由特制的高耐磨无缝钢管制作而成,管内衬托高耐磨的硅胶板,可以保护管道的磨损。回收方式采用上进风,下抽的形式,有效的把砂料回收到储砂斗内,回收效率可达到到99%。
六 砂料分选
通过回收上来的砂料进入砂料循环系统,该砂料循环系统配备了风选装置,通过风选装置,破损的砂料及粉尘被分离出来,风选的风量大小可以调整。通过风选后的砂料进入到喷砂仓中,粉尘被分离出去,进入到除尘器中。该分选方式是采用重心、高速旋转的方式。
七 喷咀装置
该喷砂设备配备了12 套喷咀,分为2组装置,每组6支:
-一套夹持6 个喷咀的夹持装置,负责喷工件的*工位
-一套夹持6 个喷咀的夹持装置,负责喷工件的第二工位
喷嘴可以比较容易的安装在相应的夹具上,
有螺丝固定。维护门能让操作者便利地进出室体更换工装夹具。
工件进入工作位置后,所有的喷咀移都由摆动电机摆动,方便工件喷砂的均匀性。
八 刹车机构
转盘定位装置采用气动缸与分度盘配合刹车形式,可保证大转盘转动停止后,喷砂位工件始终停在喷砂位而不会颤、窜动。分度大转盘上与刹车杆接触位采取镶块与分度大转盘活动连接,镶块同时兼做感应块,采用45#钢材料并经热处理,保证其有足够的硬度,且在磨损后方便更换(刹车杆接触面包聚酯胶)。
九 除尘系统
该设备配备了一台干式除尘器,用于清理喷砂过程形成的粉尘,除
尘器安装于喷砂室体旁边。
该除尘器为虑筒式除尘器,压缩空气通过脉冲阀控制通过虑筒。
经除尘器后洁净的气体通过换气扇及消音器直接排出。
粉尘经过闸阀落入到底部仓而排到废料箱。
十 控制系统
控制系统包括一套三菱的PLC 和一个手持式可以移动的带触摸屏输入单元。可移动的输入单元用于喷砂程序储存、喷砂参数输入更改及错误信息报告。所有相关的参数象砂料量、喷砂压力、气体消耗量、垂直轴的开始停止位置、喷砂数量、喷砂时间、喷咀位置状态等都将被储存并进而控制喷砂过程。如果这些参数中某个出现异常,喷砂过程将自动停止且相关的错误信息会被清晰的显示出来。
可移动的输入单元通过一个很长的通信电缆连接到设备控制盒。该移动单元配备了彩色触摸屏,所以不需要键盘输送,同时为防止灰尘,为操作者准备了一个特殊的罩子保护该移动输入单元。
上一篇:靶材自动喷砂设备下一篇:柴油机缸体全自动喷丸清理设备





-
产品搜索
